

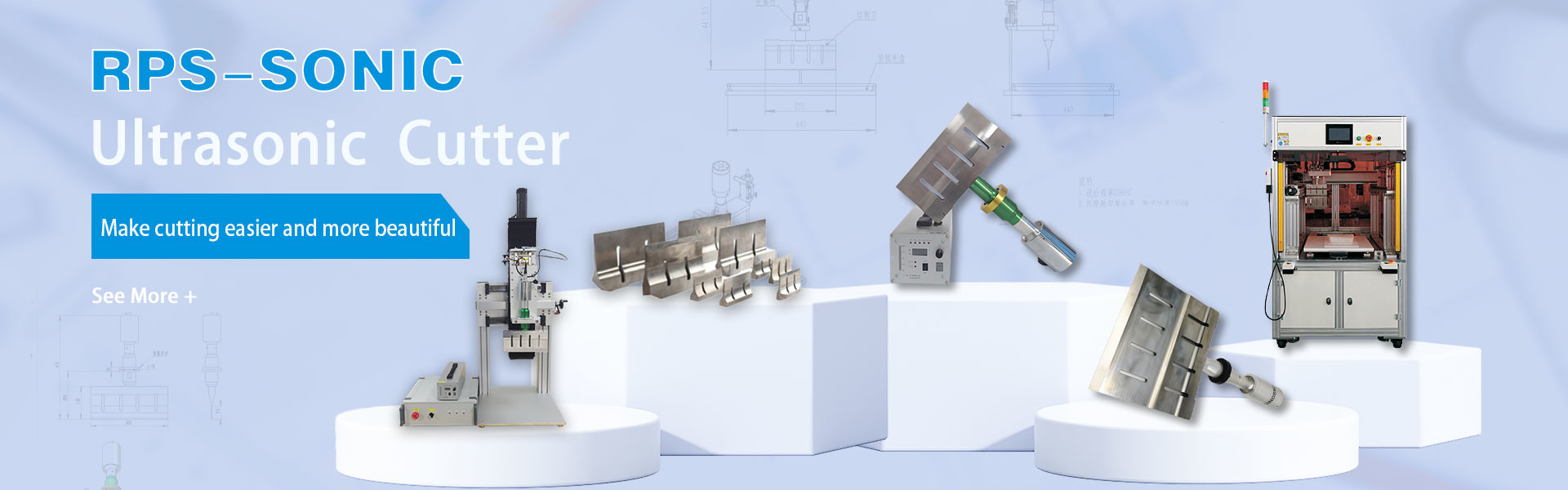
نام: تجهیزات جوشکاری مافوق صوت
فرکانس: 20 کیلو هرتز
قدرت: 5000W
مواد: آلیاژ تیتانیوم
فرکانس: 20 کیلو هرتز
ابعاد: 330 * 20 میلی متر
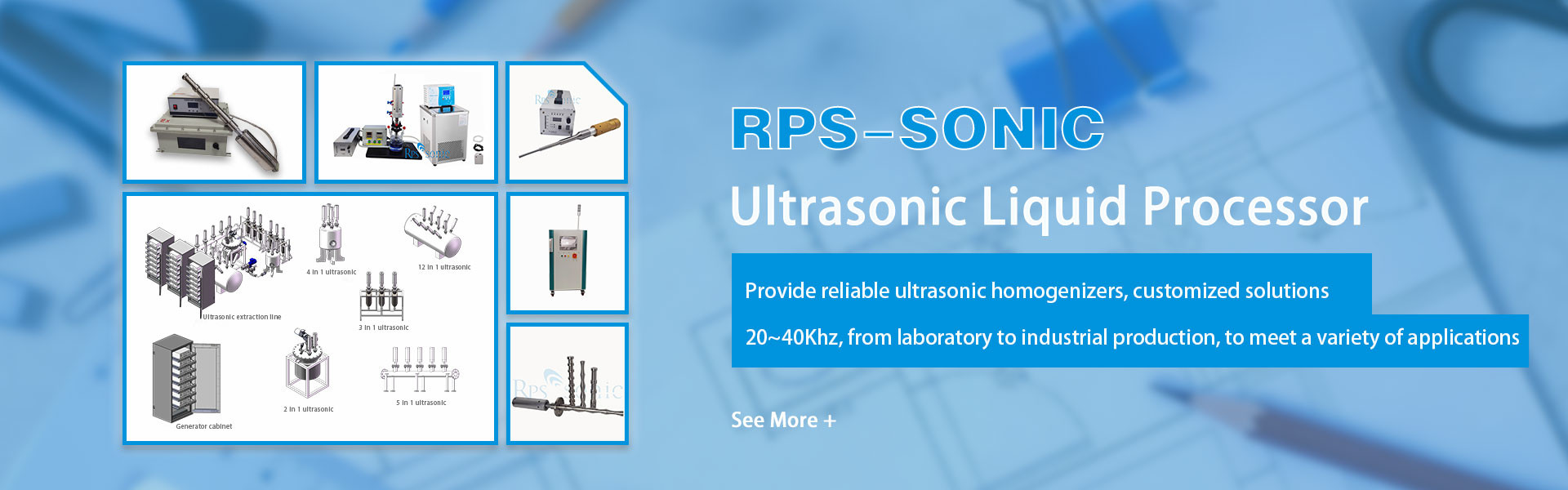
فرکانس: 20 کیلوهرتز
قدرت: 2000 وات
ولتاژ: 110 ولت یا 220 ولت، 50 هرتز
فرکانس: 35 کیلوهرتز
قدرت: 800 وات
شیپور: 8 میلی متر



